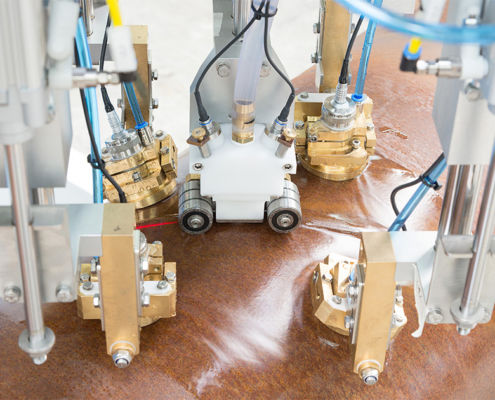
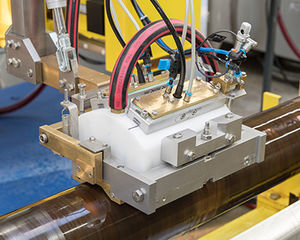
Los tubos grandes HSAW pueden fabricarse a partir de fleje de acero como tubos en espiral. En este proceso, el fleje enrollado se desenrolla continuamente, se le da forma helicoidal y se suelda. El cordón de soldadura helicoidal requiere un guiado especialmente preciso de las sondas. La detección automática del cordón, asistida por láser, garantiza que las sondas se guíen exactamente centradas con respecto al cordón de soldadura (seguimiento del cordón).
Los defectos longitudinales y transversales se detectan con una insonificación de haz angular en la costura en espiral, con las sondas de detección de defectos transversales acopladas directamente a la costura mediante un chorro de agua. Las sondas verticales se utilizan para comprobar si hay laminaciones en la zona afectada por el calor junto al cordón de soldadura.
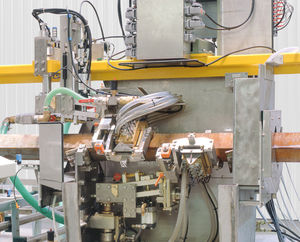
Normalmente, las fábricas de tubos utilizan dos sistemas de inspección del cordón de soldadura: El primer sistema inspecciona el tubo continuo directamente después de la soldadura y funciona como control del proceso. El segundo sistema se utiliza para la inspección final del tubo acabado.
Datos clave
- Inspección de tubos soldados por arco sumergido helicoidal (HSAW)
- Diámetros de tubo típicos de 300 mm a 3600 mm
- Normalmente, dos sistemas de inspección del cordón de soldadura: Primera inspección en el tubo continuo e inspección final en el tubo acabado
- Inspección de defectos longitudinales y transversales con insonificación de haz angular, inspección de laminación en la zona afectada por el calor con insonificación de haz recto
- Prueba de laminación opcional en el tubo y el cuerpo del tubo (si no se utilizan tiras probadas previamente)
- Seguimiento por láser del cordón de soldadura para un posicionamiento óptimo de las sondas
---